开启随动时激光头无动作是因为现场没有标定,机器人没有输入随动信号等。规范标定流程接入随动信号等即可正常工作。
1、检查是否安装面板驱动;
2、检查驱动是否已经运行;
3、检查USB线是否连接好或是USB线是否有问题;
4、可能是面板问题,需要返厂检测。
NC代码应该有GOTO语句但GOTO之后没有代码或是不一致导致此报警。修改代码或是使用套料软件重新输出代码即可。
1、将光学元件置于清洁工具箱中的支架上(也可用手指直接拿镜片的侧面,一定不可用手指接触镜片的上下表面) 。

2、将透镜清洁纸置于光学部件上,并滴上2至3滴镜片清洁剂。

3、在镜片或透镜上水平地慢慢拖动清洁纸,确保无拖痕,拖动之后透镜变得清洁。该程序可以重复多次。每次操作使用新的透镜清洁纸。


4、如果油污严重,使用棉签清洁镜面。将镜片清洁剂喷在干净棉签上,然后在光学元件上清洗3-5分钟,清洗时按圆形由内到外移动。在光学部件表面上只能轻轻用力。沿纵轴轻轻地转动棉签,以尽可能清除灰尘。

A 棉签旋动方向 B圆弧运动清洁镜片
5、镜片污染严重,也可使用无尘纸(或者无尘布进行清理),取一张干净无尘纸对折2次,将镜片清洁剂喷在对折后的直角位置。一手握住镜片(注意手指不可接触镜片上下端面),另外一只手拿无尘纸,涂有镜片清洁剂的一面紧贴要清理的镜片表面,用食指轻压另外一面,轻轻用力将无尘纸沿镜片表面做顺时针转动。


光学镜片上的轻微污渍颗粒可以用洁净空气直接吹掉即可。
激光切割碳钢,工件边缘有时会出现毛刺,使得表面显得不平滑,而且有的还很难去除,主要是有以下几点造成的:
1、激光焦点的上下位置不正确,需要做焦点位置测试,根据焦点的偏移量进行调整;
2、喷嘴选型不合适,更换喷嘴;
3、切割气体的纯度和压力不够,需要提供高质量的切割工作气体和加大气压;
4、如果切割四边形,相邻的两条边出现毛刺,说明光路的中心发生偏移,要重新示教光路从喷嘴出来的中心点;如果是平行的两条边出现毛刺,说明激光头安装到机床上的垂直度有问题,可以根据平行边的毛刺方向来示教激光头的安装垂直度;请查看喷嘴的喷嘴口的圆度是否发生了变化,必须保证喷嘴口的圆度是一个整圆。
1、激光的功率下降或者灯管老化使得激光束的能量不够,造成样板切不透。需要调整激光功率更换激光发生器灯管;
2、切割速度过快,根据切割板材厚度选择适合的切割速度;
3、查看比例阀输出气压是否和上位机设置切割气压一致,氧气表是否在10公斤的指示处;
4、查看保护镜片是否有损伤,更换保护镜片;
5、焦点位置不合适,根据板材厚度类型调节焦点位置;
6、在保护镜片和切割速度与气压都是没有问题的前提下,查看光纤接口是否有问题,如果光纤接口没有问题,请检查激光切割头的准直镜片和聚焦镜片是否有损坏,如果有损坏,请及时更换。
对于碳钢:上表面纹路太粗糙说明切割焦点离板材太远所致,需要把焦点调节近一些;下表面太粗糙说明切割气体压力太大,减少气体切割压力;整体纹路太粗糙说明切割速度太慢,提高切割速度。
故障原因
1、光纤有松动。
2、调中模块问题。
3、陶瓷体松动。
4、喷嘴松动。
排查方案
1、检查光纤是否锁紧。
2、联系切割头厂家。
3、检查陶瓷体、喷嘴是否锁紧,如有松动则需重新加固。
故障原因
1、光纤安装不到位。
2、QBH内部触点问题。
3、激光器光纤接头问题。
排查方案
1、按切割头使用说明,重新锁紧光纤。
2、联系切割头厂家处理
3、联系激光器厂家处理
故障原因
1、切割参数调用是否正确。
2、切割焦点调整是否正确。
3、切割气源问题。
4、切割头镜片问题。
排查方案
1、检查切割参数、切割焦点位置。
2、检查气体是否充足、气体纯度。
根据所选切割气体(O2、N2)观察气瓶上的气压表,如是氧气需保证在10公斤左右,检查切割系统输出气体电压值是否对应气体比例阀显示的数值,一般是10V对应10公斤;氮气则需根据切割板材厚度做相应调整。纯度通过查看气瓶标签满足纯度在99.9%以上即可。如使用氮气切割还可通过切割不锈钢端面检测,端面发黄纯度较低,需马上更换高纯度气体。
3、取出保护镜片检查,是否有污染,有污染则需进行镜片清洗。
4、按照第三项故障处理方案中办法检查切割头内部镜片、光纤端面是否正常,如位置不对则需调整到正确位置上。
故障原因
1、调焦过程中超出调焦行程。
2、保护镜座位置密封圈损坏导致辅助气体进入调焦模块与保护镜片之间。
排查方案
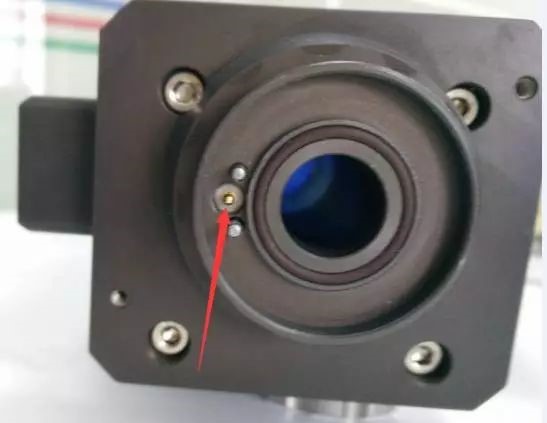
1、检查是否已经超出调焦范围,如超出调焦范围,可先将切割头左侧安装信号放大器位置的锁紧螺丝松动一圈,再尝试调整并重新拧紧螺丝。

2、检查保护镜片下面带钢圈的密封圈是否损坏,如果损坏需要更换密封圈。
故障原因
1、陶瓷体损坏、松动。
2、喷嘴损坏、松动。
3、喷嘴连接体触动损坏。
4、信号线问题。
排查方案
1、检查陶瓷体、喷嘴是否有损坏或者松动情况,如有损坏或松动,则进行更换和加固。
2、将陶瓷体和喷嘴取下后,检查切割头陶瓷体安装位置触点是否损坏,如有损坏则需联系供应商进行更换。
3、检查信号线是否断开。
如均无明显损坏,可以使用万用表在售后工程师指导下再做具体检查。
故障原因
1、对中偏移。
2、保护镜片污染。
3、聚焦镜片或者准直镜片污染。
4、光纤污染。
排查方案
1、检查对中是否偏移,如有偏移,进行调整。
2、取出保护镜片检查,注意保护镜座取出后一定要使用美纹纸封住切割头漏空位置,切忌取出保护镜座后吹气。如保护镜片被污染了,则需进行清理。

3、检查切割头内部光学镜片。
将切割头抬到最高位置,打开红光,拧下喷嘴,在陶瓷体下端20-40mm位置范围内放置一张白纸,上下移动观察红光的均匀度分布情况。观察红光时,尽量遮挡着红光周边,保证一定的对比度,能更清晰的观察。如果有明显黑点,可判断内部聚焦或准直镜片或者光纤端面有污染,这个就需要联系售后服务工程师指导处理,千万不可擅自拆卸激光头,也不要再继续使用,以免造成更大的损害。
若编码器线连接正常,则此异常很可能是由外部干扰导致,可将驱动器供电连接电源滤波器后再接电源。
刻度盘在上限位点附近:刻度盘处于上限位时,在进行伺服标定时会出现此异常。下限位位置过高:当下限位传感器安装不当,处于焦点位置时,在进行焦点标定时会发生此异常;Z轴行程设置有误:Z轴行程过小时,在进行焦点标定时可能会发生此异常。
参数设置不正确,丝杆导程与实际导程不匹配会导致此问题。
Copyright © 2014 Empower. All rights reserved 沪ICP备12007581号-1


 资料下载
资料下载 维修保障
维修保障 常见问题
常见问题 留言咨询
留言咨询